 Fraunhofer-Institut für Werkstoffmechanik IWM
Fraunhofer-Institut für Werkstoffmechanik IWMÖkonomische Ermittlung von Eigenspannungen reibrührgeschweißter Raumfahrt-Komponenten
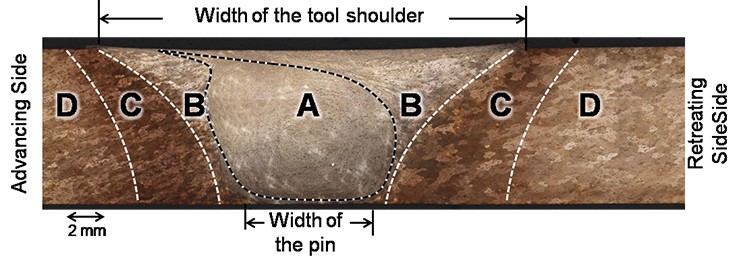
Querschliff durch eine FSW Naht eines 8mm dicken Ringes aus der Legierung AA 2219 mit durch unterschiedliche thermo-mechanische Vorgänge beeinflussten Bereichen A – D. Quelle MT Aerospace.
Reibrührschweißen (engl. friction stir welding, FSW) findet zunehmend Beachtung im Flugzeugbau und der Raumfahrt als Fügemethode für hochfeste Aluminiumlegierungen. Die wesentlichen Gründe dafür sind geringere Verzüge und gringere thermisch bedingte Festigkeitsbeeinflussungen im Vergleich zum Schmelzbadschweißen. Bei diesem Verfahren taucht ein rotierender Pin unter hoher Kraft in die zu verbindenden Komponenten ein. Dabei wird das Material durch Reibung erwärmt und zähplastisch verformt. Mit fortschreitendem lateralem Vorschub vermengt sich das Material der Fügepartner durch einen extrusionsähnlichen Prozess und bildet eine Naht. Obwohl die im Prozess entstehenden Temperaturen wesentlich geringer sind als beim Schmelzbadschweißen, entstehen thermisch und verformungsbedingte Eigenspannungen im Material. Sie können sich ungünstig auf das Ermüdungsverhalten, das Risswachstum und den Widerstand gegen Spannungsrisskorrosion des Werkstoffs auswirken und müssen in der Auslegung der Bauteile berücksichtigt werden.
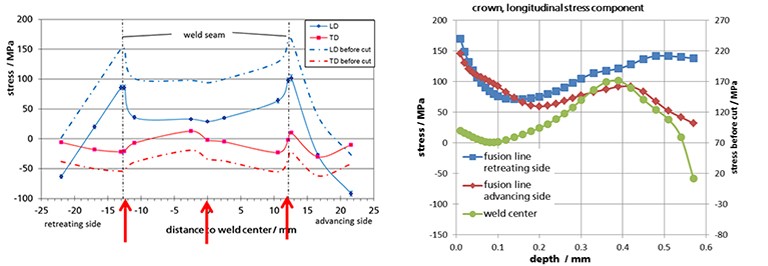
Links: Mittels röntgenographischer Analyse ermittelte oberflächennahe Eigenspannungen entlang einer Spur quer zur Schweißrichtung. Durchgezogene Linien bezeichnen die Messergebnisse, gestrichelte Linien die Verteilungen, die die Spannungsumlagerung beim Heraustrennen der Proben berücksichtigen. Longitudinal direction = längs zur Naht (Längseigenspannungen)
Für Eigenspannungs- und Festigkeitsanalysen werden verständlicherweise keine kompletten Bauteile herangezogen, sondern bevorzugt Probekörper, die wiederum aus größeren, bauteilnahen Komponenten entnommen werden. Für die Optimierung der Fertigungsprozesse werden bevorzugt Probeschweißungen an geometrisch einfacheren, ebenen Komponenten durchgeführt. Damit stellt sich die Frage, ob der Eigenspannungszustand in den Komponenten und Probekörpern dem Eigenspannungszustand im Bauteil nahe kommt oder zumindest eine konservative Bewertung des Eigenspannungseinflusses ermöglicht.
Das Fraunhofer IWM nutzt zur Eigenspannungsanalyse verschiedene zerstörungsfreie, teilzerstörende und zerstörende Verfahren. Beim Reibrührschweißen sind Eigenspannungen in Randschichtbereichen für die oben genannten Schädigungsprozesse relevant. Oberflächennahe Eigenspannungen werden bevorzugt mittels zerstörungsfreier röntgenographischer Beugungsanalysen bestimmt. Die Tiefenverteilungen in der Randschicht können jedoch mit dem inkrementellen Bohrlochverfahren ökonomischer ermittelt werden. Um mögliche laterale und zur Tiefe vorliegende Spannungsmaxima aufzudecken, wurden deshalb die Oberflächen-Eigenspannungsverteilungen röntgenographisch ermittelt und zusätzlich an den Orten maximaler Eigenspannungen Tiefenverteilungen per Bohrlochverfahren gemessen.
Die Entnahme von Probekörpern aus großvolumigen, bauteilnahen Komponenten kann zur Umlagerung weitreichender Eigenspannungsfelder führen. Um einen für das Bauteil relevanten Eigenspannungszustand angeben zu können, wurden mittels Dehnmessstreifen Eigenspannungsumlagerungen ermittelt, die bei der Entnahme der Komponenten und der weiteren Verkleinerung zu Probekörpern auftraten. Da ausschließlich elastische Dehnungen auftraten, konnten die an diesen Probekörpern ermittelten Eigenspannungsverteilungen um den Einfluss der Umlagerung korrigiert werden.