 Fraunhofer Institute for Mechanics of Materials IWM
Fraunhofer Institute for Mechanics of Materials IWMEconomic determination of the residual stress of friction stir welded space travel components

Cross-section by a FSW weld of a 8 mm thick ring from the alloy AA 2219 with areas A - D influenced by the different thermomechanical processes. Source: MT Aerospace
Friction stir welding is becoming increasingly important in airplane construction and space travel as a joining method for high-strength aluminum alloys. Significant advantages in comparison to molten pool welding are less warping and less influence on strength due to heat. This procedure involves a rotating pin being driven under high pressure into the components to be connected. The material is therefore heated by the friction and viscoplastically deformed. With a progressive, lateral feed motion, the material of the components to be joined can merge and form a weld comparative to an extrusion-like process. Although the temperatures that develop in the process are considerably lower than in molten pool welding, residual stress caused by heat and deformation develops in the material. This can have an unfavorable effect on fatigue behavior, crack growth and resistance against stress crack corrosion of the weld joints and must be considered when designing the components.
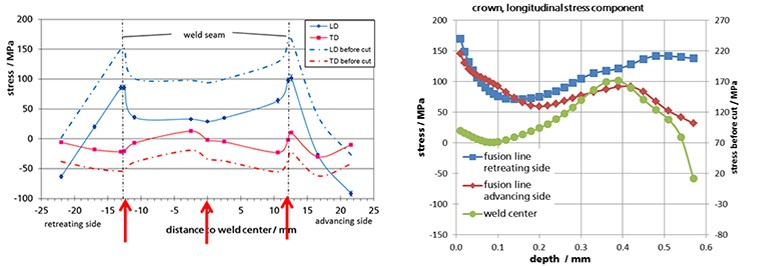
Left: Residual stress close to the surface along a track across the welding direction is determined using X-ray analysis. Continuous lines show the measured results and dotted lines show the distributions that consider the stress redistribution by cutting out samples. Longitudinal direction=longitudinal residual stress
Understandably, no complete components are used for residual stress and hardness analyses, and instead samples removed from larger components are preferred. In order to optimize the manufacturing processes, sample welding is primarily performed on geometrically simpler, straight components. The question is therefore raised as to whether the state of residual stress samples comes close to the state of residual stress in the component or at least allows for a conservative assessment of the residual stress influence.
Fraunhofer IWM uses various, destruction-free, partially destructive, and fully destructive procedures for residual stress analyses. Residual stress in edge layer areas is relevant for the damage process in friction stir welding. Residual stress close to the surface determined using X-ray diffraction analyses which do not cause any damage is preferable. Deep distributions in the edge layer can however be economically determined with the incremental borehole procedure. In order to uncover lateral and deep-lying stress maxima, the surface residual stress distributions were therefore determined by X-ray and also measured using the borehole procedure at maximum residual stress areas of deep distributions.
Removing samples from high-volume components can lead to the redistribution of wide-reaching residual stress fields. In order to be able to specify the relevant state of residual stress for the component, residual stress redistributions that appeared when moving components and samples were determined using strain gauges. As only elastic expansion appeared, the residual stress distributions determined in these samples could be corrected.
Back to Assessment of Materials and Lifetime Concepts Highlights