 Fraunhofer-Institut für Werkstoffmechanik IWM
Fraunhofer-Institut für Werkstoffmechanik IWMAuf dieser Seite:
Verständnis elementarer Mechanismen im Tribokontakt

Verständnis elementarer Mechanismen im Tribokontakt
Die elementaren Prozesse, welche die Lebensdauer und die Effizienz von Reibkontakten technischer Bauteile bestimmt, spielen sich auf den ersten hundert Nanometern unterhalb der Oberfläche ab. Dabei sind Reibung und Verschleiß hochdynamische Nichtgleichgewichtsvorgänge, die einer intensiven Rückkopplung unterworfen sind. Durch Kombination von in-situ Tribometrie, oberflächenphysikalischer und -chemischer Messtechnik sowie von Simulation können diese Prozesse in Modellversuchen besser verstanden werden.
Auswahl unserer Maschinen und Geräte in diesem Themenbereich

Abbildung 1. DHR3 mit Peltierplatte und Tribologiegeometrie
Discovery Hybrid Rheometer DHR3
Rheologie – Messung der Viskosität
Die Viskosität von Schmierstoffen ist eine entscheidende Größe für die tribologischen Eigenschaften von Tribosystemen. Anhand von Stribeck-Kurven zweier Öle mit verschiedener Viskosität werden zwei Effekte deutlich (Abbildung 2):
1. Die kritische Geschwindigkeit zur Ausbildung eines Schmierfilms für Öle mit höherer Viskosität ist geringer als für Öle mit niedrigerer Viskosität.
2. Der hydrodynamische Reibwert steigt für höherviskose Öle steiler als für niederviskose Öle.
Neben der Messung der Viskosität bei einer bestimmten Temperatur können wir auch Temperaturrampen zwischen -5 °C und 200 °C fahren. Das Ergebnis solcher Rampenversuche ist der Viskositätsindex, eine Messgröße, die angibt, wie temperaturabhängig die Viskosität eines Schmieröls ist.
Hierbei stehen zwei Messgeometrien zur Verfügung:
1. Die parallelen Platten (ø 8 mm, 20 mm oder 40 mm) für höherviskose Systeme oder
2. der konzentrische Zylinder für niederviskosere Systeme.
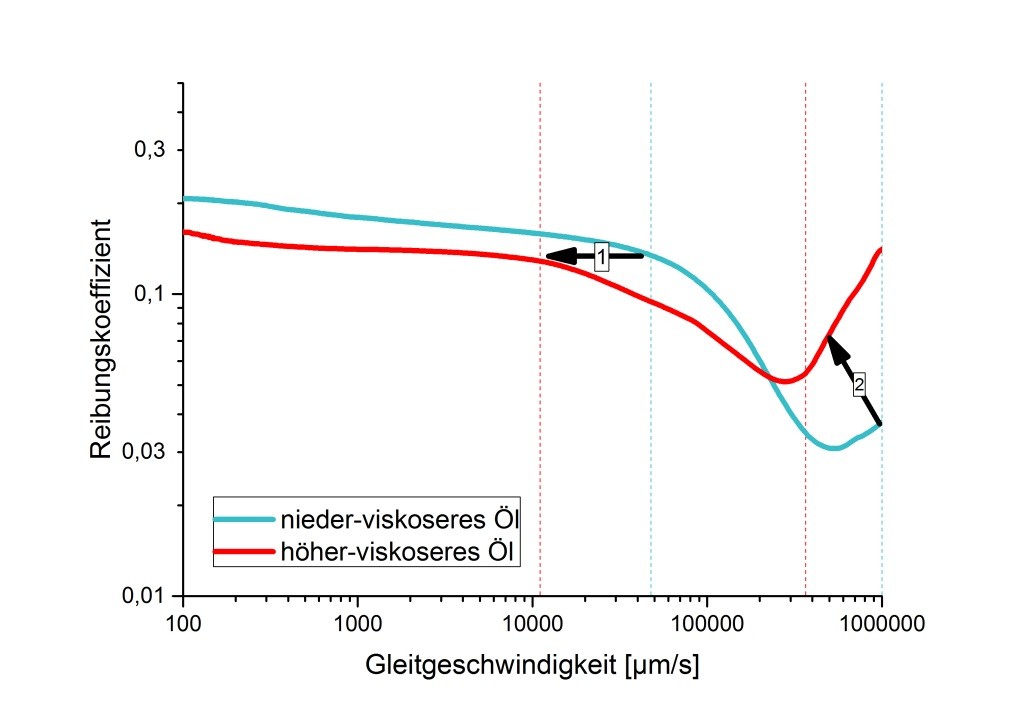
Abbildung 2. Stribeckkurven zweier Öle mit verschiedener Viskosität.

Abbildung 3. Rheologiegeometrie Platte - Platte (ø 20 mm)
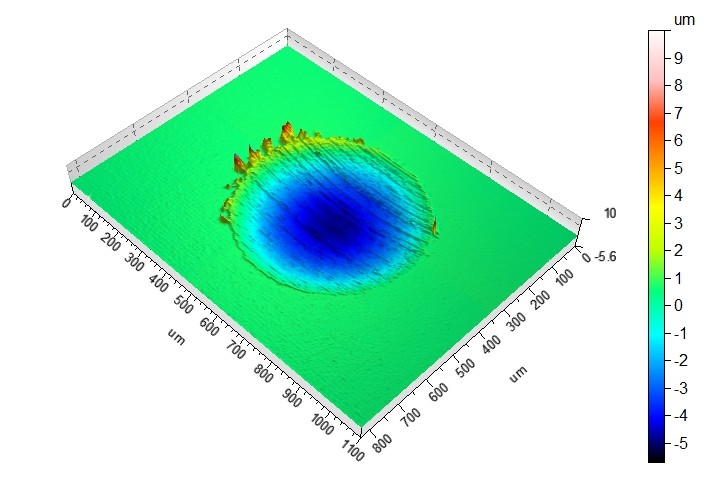
Abbildung 4. Punktkontakt nach Reibversuch mit deutlichem Verschleiß
Tribologie – Messung der Reibung
Wir nutzen die hohe Präzision der Drehmomentmessung des DHR3 für Messungen des Reibwertes. In einem Metall-Metall-Kontakt sind z.B. Flächenpressungen ab 200 MPa möglich. Neben klassischen Stribeck-Tests (logarithmische, lineare oder stufenweise Erhöhung der Geschwindigkeit) können auch Dauerlaufversuche mit vordefiniertem Lastkennfeld (Variation von Geschwindigkeit, Normalkraft und Temperatur) gefahren werden. Ein weiterer Vorteil des Geräts ist die hochaufgelöste Geschwindigkeitsregelung, vor allem bei kleinen Geschwindigkeiten.
Auswahl der Geometrie:
1. Kugel auf drei Platten: Hierbei dreht sich die Kugel (ø 12,7 mm) auf drei Probenplättchen (16 ⋅ 6 ⋅ ~1 mm) und erzeugt so drei Punktkontakte. Die post-mortem Verschleißmessung (z.B. durch Weißlichtinterferometrie) kann demnach direkt über drei Proben gemittelt werden. Die maximale Geschwindigkeit ist 1,35 m/s.
2. Drei Kugel auf Platte: Die drei Kugeln erzeugen einen Linienkontakt auf der zu untersuchenden Probe. Die maximale Geschwindigkeit ist 4,5 m/s.
Die Messungen können in einem Temperaturbereich von -5 °C bis 200 °C durchgeführt werden.
Standardmäßig nutzen wir Stahlkugeln (X105CrMo17) als Gegenkörper. Je nach Anforderung sind aber auch Messungen gegen Polymere, Keramiken oder Glas möglich.
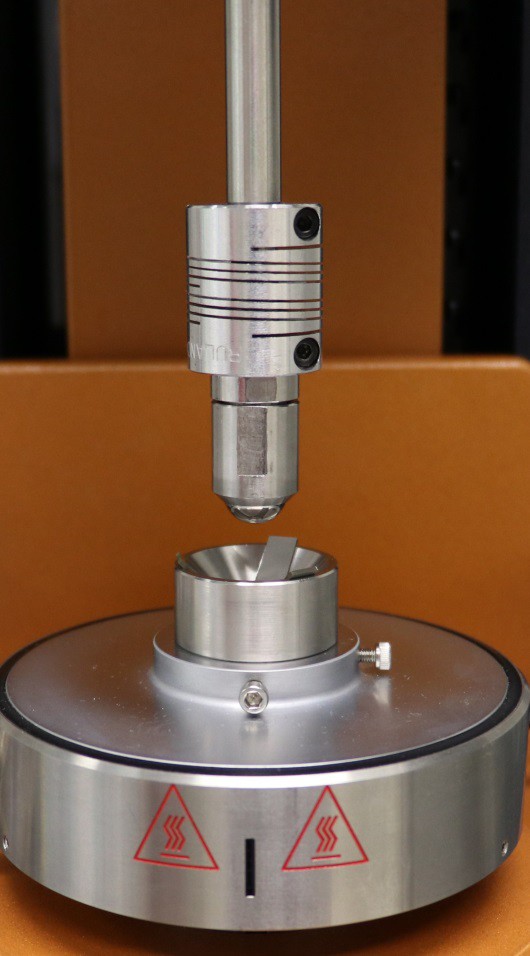
Abbildung 5. Tribologiegeometrie Kugel auf drei Platten
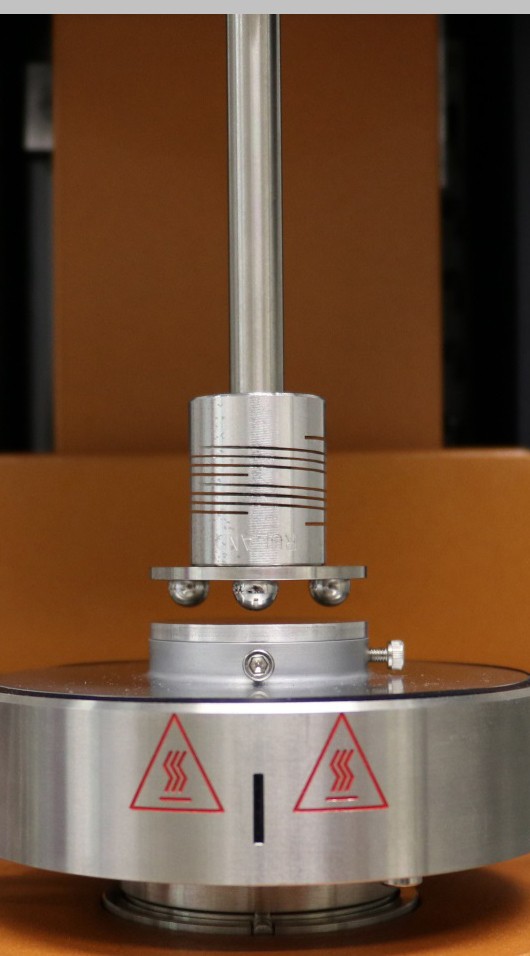
Abbildung 6. Tribologiegeometrie Drei Kugeln auf Platte
Unser Leistungsangebot
Rheologie
- Messung der Viskosität von Basisölen, vollformulierten Ölen und Mischungen
- Messung des Viskositätsindex von Basisölen, vollformulierten Ölen und Mischungen
Tribologie
- Messung von Stribeckkurven (lineare, logarithmische oder stufenweise Geschwindigkeitserhöhung oder -verringerung)
- Dauerlaufversuche bei variabler Kraft, Geschwindigkeit und Temperatur
- Post-mortem Verschleißmessung
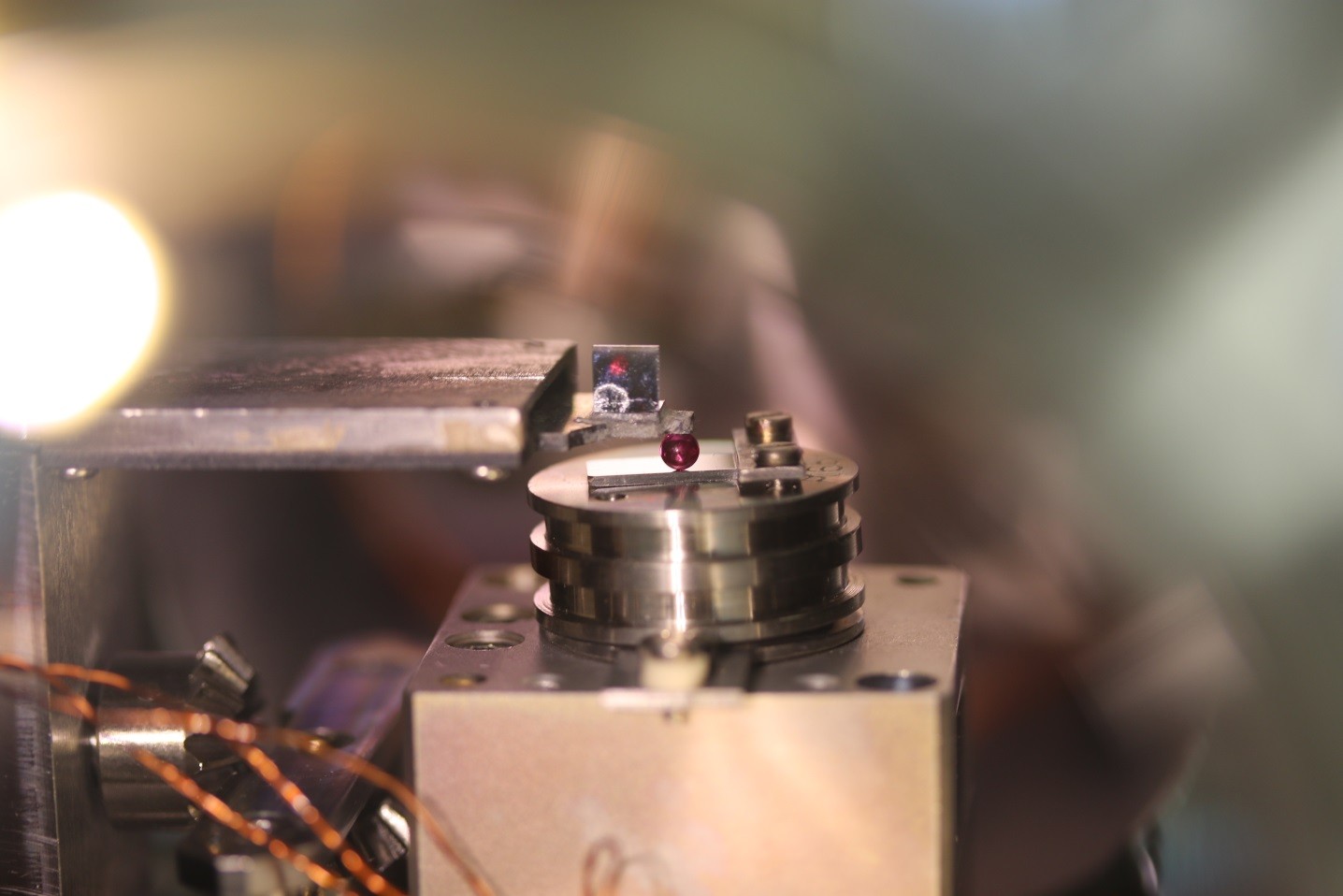
Abbildung 7. Reibkontakt Metallprobe und Rubinkugel
UHV Mikrotribometer
Reibungsmessungen im Ultrahochvakuum (Drücke bis 1,3 ⋅ 10-7 Pa) sind nicht nur für die Luft- und Raumfahrttechnik von großer Bedeutung. Das Messen von Reibkoeffizienten in kontrollierter Atmosphäre ermöglicht, Reibphänomene fundamental zu untersuchen, ohne äußere Einflussfaktoren berücksichtigen zu müssen. Die permanente Kontrolle mittels Massenspektroskopie dient hierbei als Überwachung.
Der Tisch wird über ein Piezoelement hochpräzise gesteuert und regelt so die Anpresskraft und den Verfahrweg.
Ein Gaseinlasventil ermöglicht Messungen bei einem bestimmten Partialdruck von Wasserstoff oder anderer Gase.
Die UHV-Tribometerkammer ist mit der XPS-Anlage verbunden, wodurch eine chemische Charakterisierung vor und nach den Versuchen möglich ist, ohne die Oberfläche / Reibspur der Atmosphäre auszusetzen. Durch die intergierte Sputtervorrichtung der XPS-Anlage sind auch Reibversuche auf rein metallischen Oberflächen möglich.
Messparameter:
max. Geschwindigkeit |
100 µm/s |
max. Verfahrweg |
100 µm |
max. Strecke |
max. Verfahrweg ⋅ Anzahl Zyklen (beliebig) |
max. Normalkraft |
80 mN |
Unser Leistungsangebot
- Messungen an allen vakuumfesten Materialpaarungen
- Messungen im Hochvakuum oder bei bestimmtem Partialdruck von Wasserstoff
- chemische Charakterisierung der Oberfläche vor und nach den Reibversuchen
- Probenpräparation mittels Sputtervorrichtung möglich

Kugel und Platte am Mikrotribometer. Die beiden Reibparter sind noch nicht im Kontakt.
Mikrotribometer
Mit dem Mikrotribometer können wir Reibversuche unter Einprägung einer Kraft im Bereich weniger mN und/oder einer Bewegung im µm-Bereich durchführen. Das Grundprinzip beruht auf einem 2D Mikrokraftaufnehmer und mehreren Positioniereinheiten. Somit können Relativbewegungen zwischen zwei Reibpartnern unter Messung der Kraftwechselwirkungen realisiert werden. Dazu gibt es die Versuchsarten reversierend und einsinnig.
Für reversierende Versuche wird der Kraftaufnehmer mit der Probe in einen festgelegten Kontakt gebracht und die Gegenprobe reversierend bewegt. Es werden die Normalkraft (FN), die Tangentialkraft (FT) und der Reibweg aufgezeichnet. Dabei können die Normalkraft und die Gleitgeschwindigkeit eingestellt werden.
Bei einsinnigen Versuchen wird die zu untersuchende Probe mit dem Kraftaufnehmer in einen definierten Kontakt gebracht, wobei sich die Gegenprobe diesmal um eine Drehachse bewegt, während die Normal- und Tangentialkraft sowie die Drehposition phi (φ) über die Zeit t aufgetragen werden. Die Drehgeschwindigkeit, der Radius und die Normalkraft können variiert werden
Technische Daten:
Parameter reversierend |
Wert |
| Normalkraft | 5 bis 1000 mN |
Reibkraftauflösung |
0,2 mN |
Reibweg |
0 bis 10 mm |
Gleitgeschwindigkeit |
0,02 bis 10 mm/s |
Samplerate |
bis 10 kS/s |
| Parameter Stift-Scheibe | Wert |
| Normalkraft | 5 bis 1000 mN |
| Reibkraftauflösung | 0,2 mN |
| Radius | 0 bis 15 mm |
| Drehgeschwindigkeit | 5 bis 120 U/min |
| Samplerate | bis 333 S/s |
in-situ-Tribometer / Topographietribometer
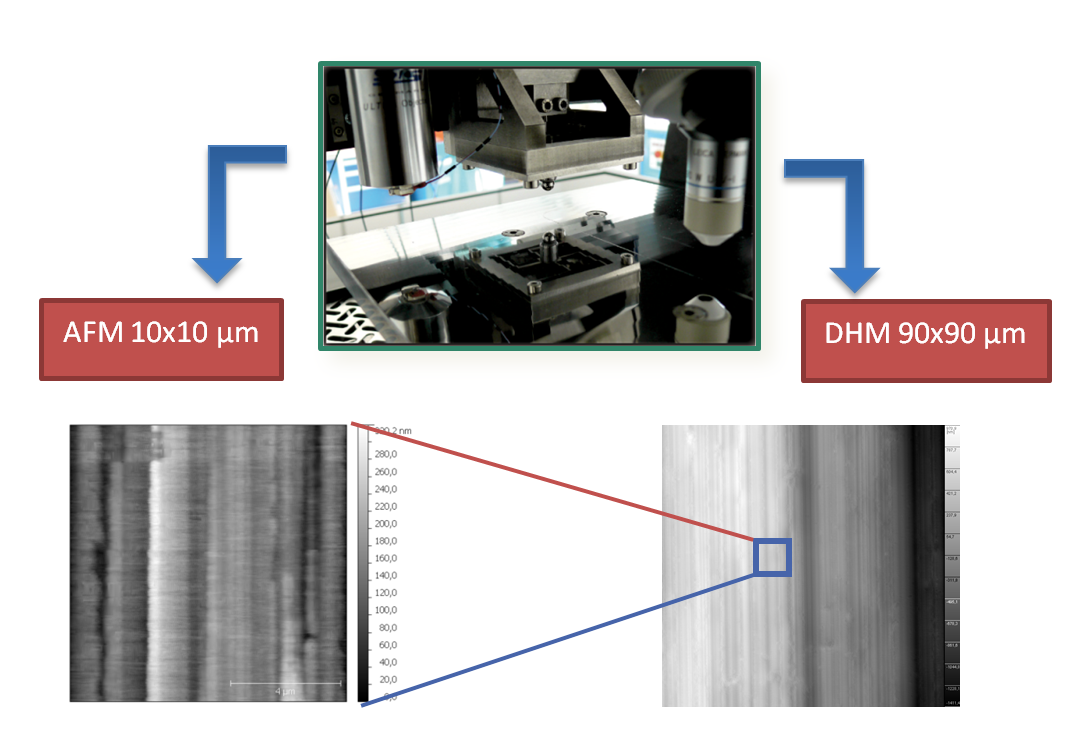
Digitale Holografie ist ein Verfahren zur berührungslosen und flächenhaften 3D-Messung von Oberflächen. Die komplette 3D-Oberfläche wird mit nur einer einzigen Aufnahme registriert und das Verfahren benötigt kein Scannen, damit sind hohe Bildfrequenzen möglich. Zusätzlich zum Holographiemikroskop (DHM) kann auch ein Rasterkraftmikroskop (AFM) auf die Reibspur positioniert werden.
Das Tribometer besitzt einen sehr genau positionierbaren Tisch, so dass exakt derselbe Bereich der Oberfläche oder Reibspur nach einer bestimmten Zyklenzahl wieder vermessen werden kann. Die Korrelation von Topographie und Reibung ist damit möglich, mit der Einbindung der Radionuklidtechnik kann zusätzlich der Verschleiß mit Reibungs- und Topographiewerten in Zusammenhang gebracht werden.
Publikationen
- Joerger, A.; Morstein, C.; Dienwiebel, M. Albers, A., A numerical approach for the determination of graphite deformation behaviour by using microtribological pressure tests, Wear 476 (2021) Art. 203652, 9 Seiten Link
- Makowski, S.; Dienwiebel, M., SULUTRIB - Neue experimentelle Ansätze zur Messung suprakleiner Reibungs- und Verschließzustände, in Tagungsband Reibung, Schmierung und Verschleiß: Forschung und praktische Anwendungen, 62. Tribologie-Fachtagung 2021; Gesellschaft für Tribologie e.V., Jülich (2021) 36/1 Link
- Mangolini, F.; Li, Z.; Marcus, M.A.; Schneider, R.; Dienwiebel, M., Quantification of the carbon bonding state in amorphous carbon materials: A comparison between EELS and NEXAFS measurements, Carbon 173 (2021) 557-564 Link
- Savio, D.; Hamann, J.; Romero, P. A.; Klingshirn, C.; Bactavatchalou, R.; Dienwiebel, M.; Moseler, M., Multiscale friction simulation of dry polymer contacts: Reaching experimental length scales by coupling molecular dynamics and contact mechanics, Tribology Letters 69/2 (2021) Art. 70, 16 Seiten Link
- Scherge, M.; Stoll, M.; Moseler, M., On the influence of microtopography on the sliding performance of cross country skis, Frontiers in Mechanical Engineering 7 (2021) Art. 659995, 10 Seiten Link
- Stoyanov, P.; Merz, R.; Stricker, M.; Kopnarski, M.; Dienwiebel, M., Achieving ultra-low friction with diamond/metal systems in extreme environments, Materials 14/14 (2021) Art. 3791, 9 Seiten Link
- Takagi, K.; Hashamova, E.; Dienwiebel, M.; Mine, Y.; Takashima, K., Correlation of wear behaviour and microstructural evolution in Mg–Zn–Y alloys with long-period stacking ordered phase, Wear 482-483 (2021) Art. 203983