 Fraunhofer Institute for Mechanics of Materials IWM
Fraunhofer Institute for Mechanics of Materials IWMUse of laser shock peening with UKP laser and highest area rates for targeted influencing of residual stresses on component surfaces
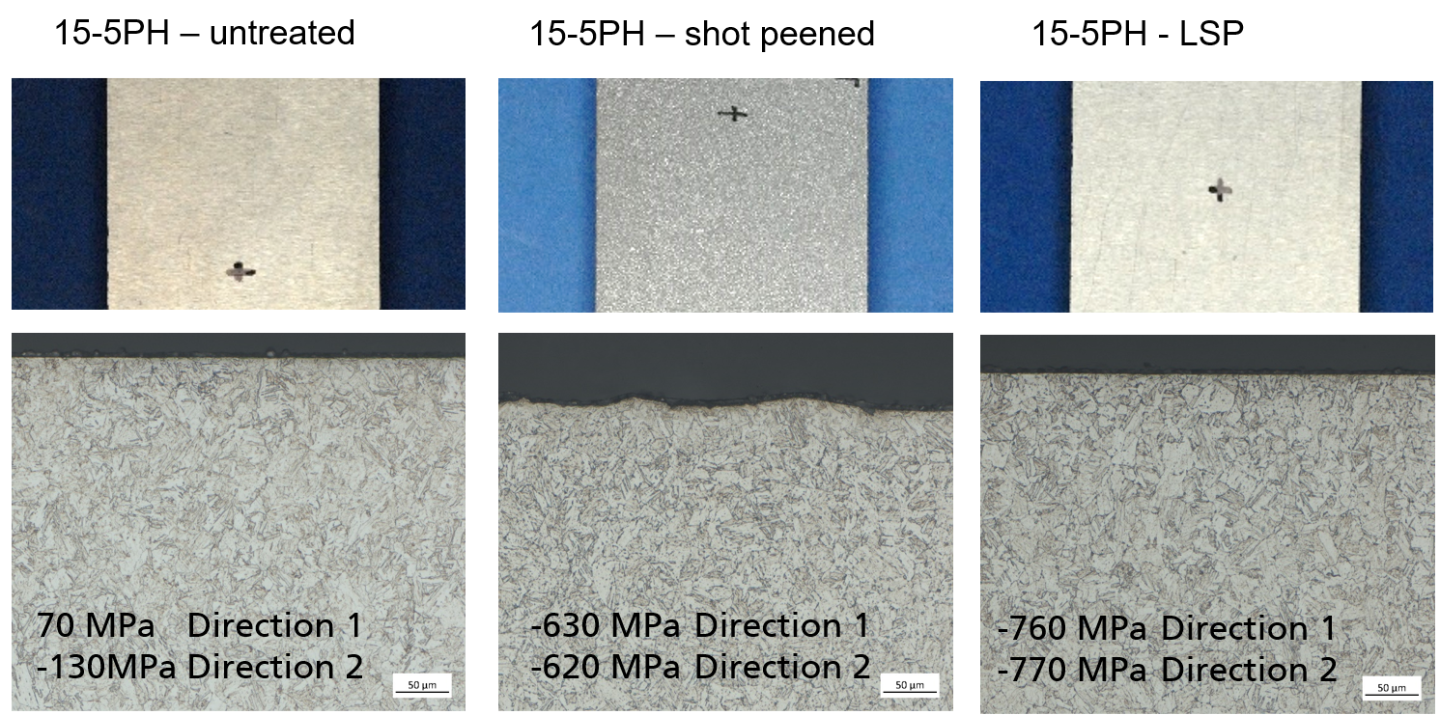
Effect of shot peening and LSP treatment on the austenitic steel 15-5PH sample, both on the surface itself and on the surface stress state.
Increasing the service life of components — laser shock peening instead of shot peening
Materials are increasingly used to the very brink of their load limits. As such, processes that increase the life expectancy of components are of particular interest. Shot peening is widely used in industry, introducing compressive stresses into the surface layer while also strengthening it. However, only slight changes in process parameters such as pressure, working distance and the quality or wear of the balls used in the shot peening sometimes lead to a weakening of the component. In order to minimize these negative effects, various quality controls must be carried out, such as the evaluation of a much smaller “dummy” sample, so as to fully comprehend the effects the shot peening will have on the actual (typically much larger) component in question. If these quality controls produce negative results, the entire component is classified as scrap.
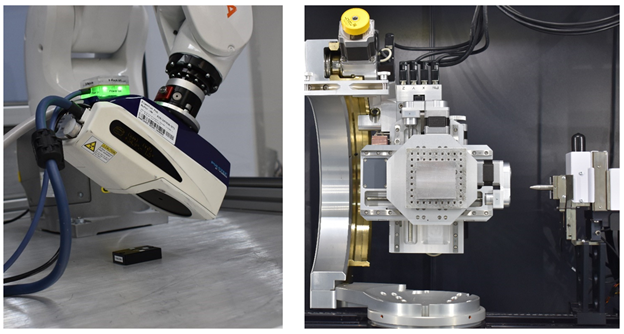
X-ray graphic measurement setups. Left: mobile diffractometer on a robot arm for determining residual stresses using the cosα-method. Right: laboratory diffractometer for the determination of residual stresses using the sin2ψ method.
Alternative process — LSP
Laser Shock Peening (LSP) is a technology in which high-intensity laser pulses vaporize material on the surface, thereby inducing mechanical shock waves. At sufficiently high pressures, the associated local plastic deformation is used to harden the surfaces and build up residual compressive stresses. Due to the long process times, this method is not yet competitive. In addition, most LSP systems require additional surface pretreatments (usually coating) and/or the need for a reinforcing medium, e.g. a flowing film of water. The greatest disadvantage is the severely limited area rate for continuous processing of the component surface, which is often only a few square millimeters to square centimeters per second and thus prevents economically viable use in large-scale production despite excellent surface properties. In an internally funded project, Fraunhofer IWS is using the CAPS source with its high laser power to achieve high area rates for LSP.
Materials analysis
At Fraunhofer IWM, the residual stress states, microstructures and properties of different materials after shot peening and laser shock peening are investigated and compared. For the analysis of the residual stress state, a mobile diffractometer is used on a robot arm equipped with a 2D-detector applying the cosα-method. The approach allows a large number of measurements to be performed with significantly reduced measurement time. The results are randomly validated with measurements on the laboratory diffractometer using the proven sin²-ψ method. The aim is to increase the positive effect of compressive residual stresses in the surface layer via a suitable choice of process parameters and to demonstrate the effectiveness for fatigue-loaded materials. Possible applications of LSP technology include the post-treatment of welded components (e.g., offshore steel structures, high-pressure compressor rotors for aircraft turbines), increasing service life under flexural fatigue (gears, crankshafts, connecting rods) and reducing frictional wear (turbine blades, gears).