 Fraunhofer Institute for Mechanics of Materials IWM
Fraunhofer Institute for Mechanics of Materials IWMAssessment of the load-carrying capacity of a spotwelded metal sheet with a softened heat affected zone

Spotwelded metal sheets with softened heat affected zone
The spotwelding process is still the most commonly used joining process for body-in-white manufacturing. More and more, high-strength steels are being utilized and welded. However, high-strength steels such as 22MnB5 and HCT980C will form a softened heat affected zone around the spotweld due to the heat treatment during the welding process. This softened heat affected zone has different geometrical dimensions depending on the welding process parameters and reduces the load-carrying capacity of the metal sheet.
Test cases for validation of the analytical model
The complex phase steel HTC980C and press-hardened steel 22MnB5 are widely used for body-in white manufacturing. For these materials, experiments have been conducted in order to validate the analytical calculation method. Spotwelded sheets were produced using varying welding process parameters. The resulting spotweld geometries are listed in the table below.
The experimental data can be added to the diagram.
Test cases for 22MnB5
| P1 | P2 | P3 | |
| Width of SHAZ bSHAZ | 0,6 mm | 1,3 mm | 2,9 mm |
| Spotweld radius RSW | 4,4 mm | 5,9 mm | 7,9 mm |
| Sheet thickness t0 | 1,2 mm | 1,1 mm | 1,1 mm |
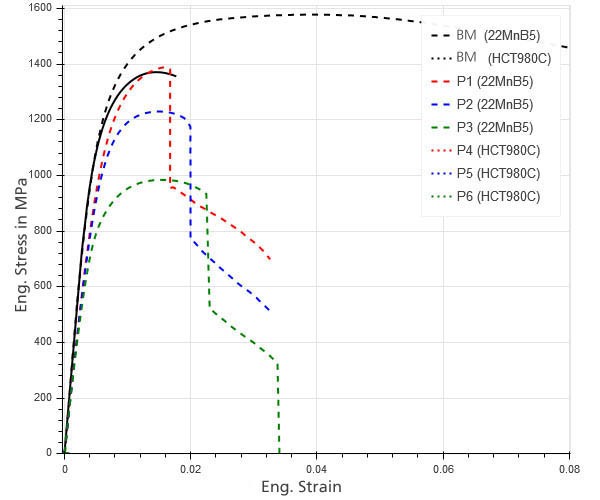
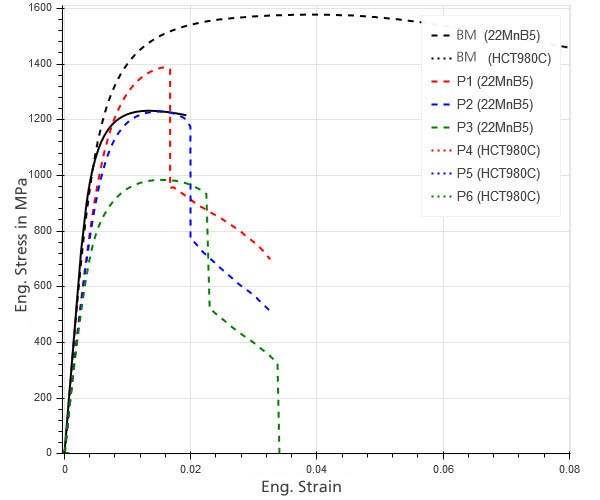
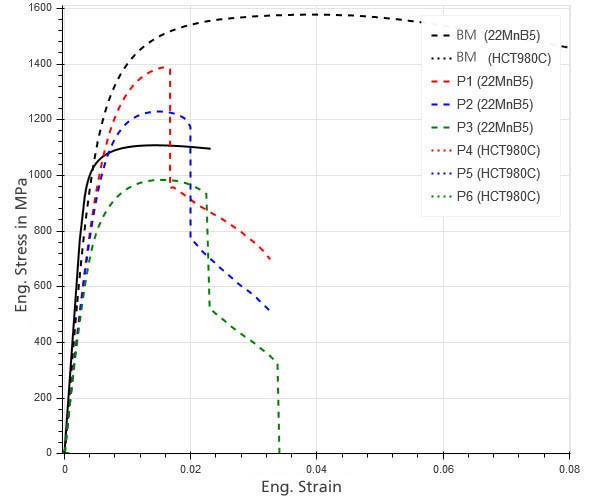
The tensile strength predictions for the different spotwelded sheets align themselves well with the experimental results. Only the spotweld geometry obtained by welding process parameter P3 has a higher deviation than the experiment. For spotwelds exhibiting a softened heat affected zone considerably larger than the sheet thickness (bSHAZ >> t0), the analytical model loses its validity.
Test cases for HCT980C (also CP1000)
| P4 | P5 | P6 | |
| Width of SHAZ bSHAZ | 0,5 mm | 0,5 mm | 0,5 mm |
| Spotweld radius RSW | 3,5 mm | 4,0 mm | 4,5 mm |
| Sheet thickness t0 | 1,2 mm | 1,2 mm | 1,2 mm |
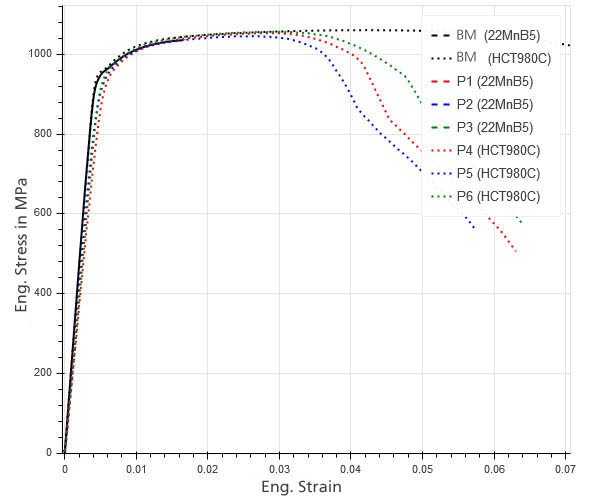
The produced SHAZ-widths are considerably thinner than in 22MnB5. The welding process parameters show little variation in SHAZ-width and spotweld radius. This is reflected in the experimental results which also show little variation. This relationship is accurately reproduced using the SpotWeld tool. The instability criterion of the analytical model is not satisfying for this material. The strain at failure is highly underestimated.
Acknowledgments
The IGF research project “Charakterisierung und Modellierung der Beeinflussung des Bauteilverhaltens durch Erweichungszonen an Schweißpunkten höchst- und ultrahochfester Stähle unter Crashbelastung“, 17991 N (FOSTA P1018) by Forschungsvereinigung Stahlanwendung e.V. (FOSTA), Sohnstraße 65, 40237 Düsseldorf, Germany, is funded by the AiF under the program for promotion of industrial research (IGF) by the Federal Ministry of Economics and Energy based on a decision of the German Bundestag.