 Fraunhofer-Institut für Werkstoffmechanik IWM
Fraunhofer-Institut für Werkstoffmechanik IWMNutzung des Laser Shock Peening mit UKP-Laser und höchsten Flächenraten zur gezielten Beeinflussung der Eigenspannungen an Bauteiloberflächen
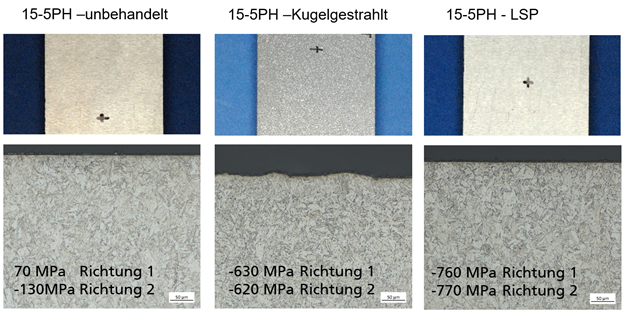
Wirkung der Kugelstrahl- und LSP-Behandlung hier am Beispiel für den austenitischen Stahl 15-5PH auf Oberfläche und auf den Spannungszustand auf der Oberfläche.
Erhöhung der Lebensdauer von Bauteilen – Laser Shock Peening statt Kugelstrahlen
Werkstoffe werden immer mehr am Rande der Belastungsgrenzen eingesetzt. Daher sind Verfahren, die die Ermüdungs-Lebensdauer der Bauteile erhöhen, besonders interessant. Industriell ist hierbei das Kugelstrahlen weit verbreitet, wodurch Druckspannungen in die Randschicht eingebracht werden und diese zudem verfestigt wird. Allerdings führen nur geringfügige Änderungen der Prozessparameter wie Druck, Arbeitsabstand und die Qualität bzw. die Abnutzung der Kugeln teilweise sogar zu einer Schwächung des Bauteils. Um diese negativen Auswirkungen zu minimieren, müssen verschiedene Qualitätskontrollen, bspw. das Bestrahlen und Auswerten von Dummy-Material durchgeführt werden. Verlaufen diese Qualitätskontrollen negativ, so wird das gesamte Bauteil als Ausschuss eingestuft.
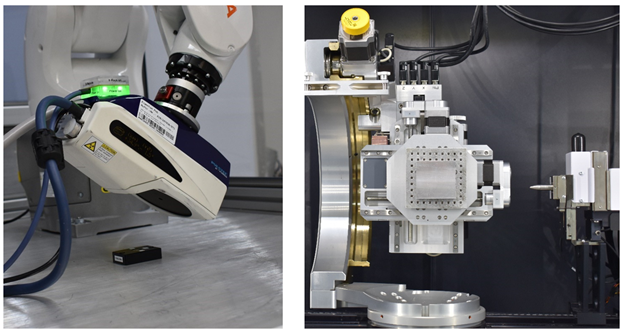
Röntgenographische Messaufbauten. Links: mobiles Diffraktometer an einem Roboterarm zur Bestimmung der Eigenspannungen. Rechts: Labordiffraktometer zur Ermittlung der Eigenspannungen.
Alternativverfahren – LSP
Das Laser Shock Peening (LSP) ist eine Technologie, bei dem hochintensive Laserpulse Material an der zu bearbeiteten Oberfläche verdampfen und dadurch mechanische Schockwellen an der Oberfläche induzieren. Bei ausreichend hohen Drücken wird die damit verbundene lokale plastische Verformung genutzt, um die Oberflächen zu verfestigen, zu härten und Druckeigenspannungen aufzubauen. Aufgrund der langen Prozesszeiten ist das Verfahren bisher noch nicht konkurrenzfähig. Zudem ist bei den meisten LSP-Systemen eine zusätzliche Oberflächenvorbehandlung (i.d.R. Beschichtung) und / oder die Notwendigkeit eines Verstärkungsmediums, z.B. ein fließenden Wasserfilm, nötig. Als größter Nachteil ist die stark begrenzte Flächenrate bei der kontinuierlichen Bearbeitung der Bauteiloberfläche zu nennen, die häufig nur bei wenigen Quadratmillimetern bis Quadratzentimetern pro Sekunde liegt und damit trotz ausgezeichneter Oberflächeneigenschaften einen wirtschaftlich sinnvollen Einsatz in der Produktion in großem Maßstab verhindert. In einem intern geförderten Projekt nutzt das Fraunhofer IWS die CAPS-Quelle mit seiner hohen Laserleistung, um hohe Flächenraten für das LSP zu erreichen.
Werkstoffanalyse
Am Fraunhofer IWM werden Eigenspannungszustand, Mikrostruktur und Eigenschaften verschiedener Werkstoffe nach Kugelstrahl- und Laser-Shock-Peening-Behandlung untersucht und gegenübergestellt. Zur Analyse des Eigenspannungszustandes wird ein mobiles Diffraktometer an einem Roboterarm eingesetzt unter Anwendung der cosα-Methode. Die Vorgehensweise erlaubt es eine Vielzahl an Messungen bei deutlich reduzierter Messzeit durchzuführen. Die Ergebnisse werden stichprobenartig mit Messungen am Labordiffraktometer unter Anwendung der bewährten sin²-ψ-Methode abgesichert. Ziel ist es die positive Wirkung von Druckeigenspannungen in der Randschicht durch eine geeignete Wahl der Prozessparameter zu erhöhen und die Wirksamkeit für ermüdungsbelastete Werkstoffe zu zeigen. Mögliche Einsatzgebieter der LSP-Technologie sind u.a. die Nachbehandlung von geschweißten Bauteilen (z.B. Offshore-Stahlkonstruktionen, Hochdruckkompressorrotoren für Flugzeugturbinen), die Erhöhung der Lebensdauer unter Biegeermüdung (Zahnräder, Kurbelwellen, Pleuelstangen) oder die Verminderung von Reibverschleiß (Turbinenschaufeln, Zahnräder).
Zurück zu Werkstoffbewertung und Lebensdauerkonzepte Highlights