 Fraunhofer Institute for Mechanics of Materials IWM
Fraunhofer Institute for Mechanics of Materials IWMProcess-related defects and impact on the lifetime of AlSi10Mg (SLM)
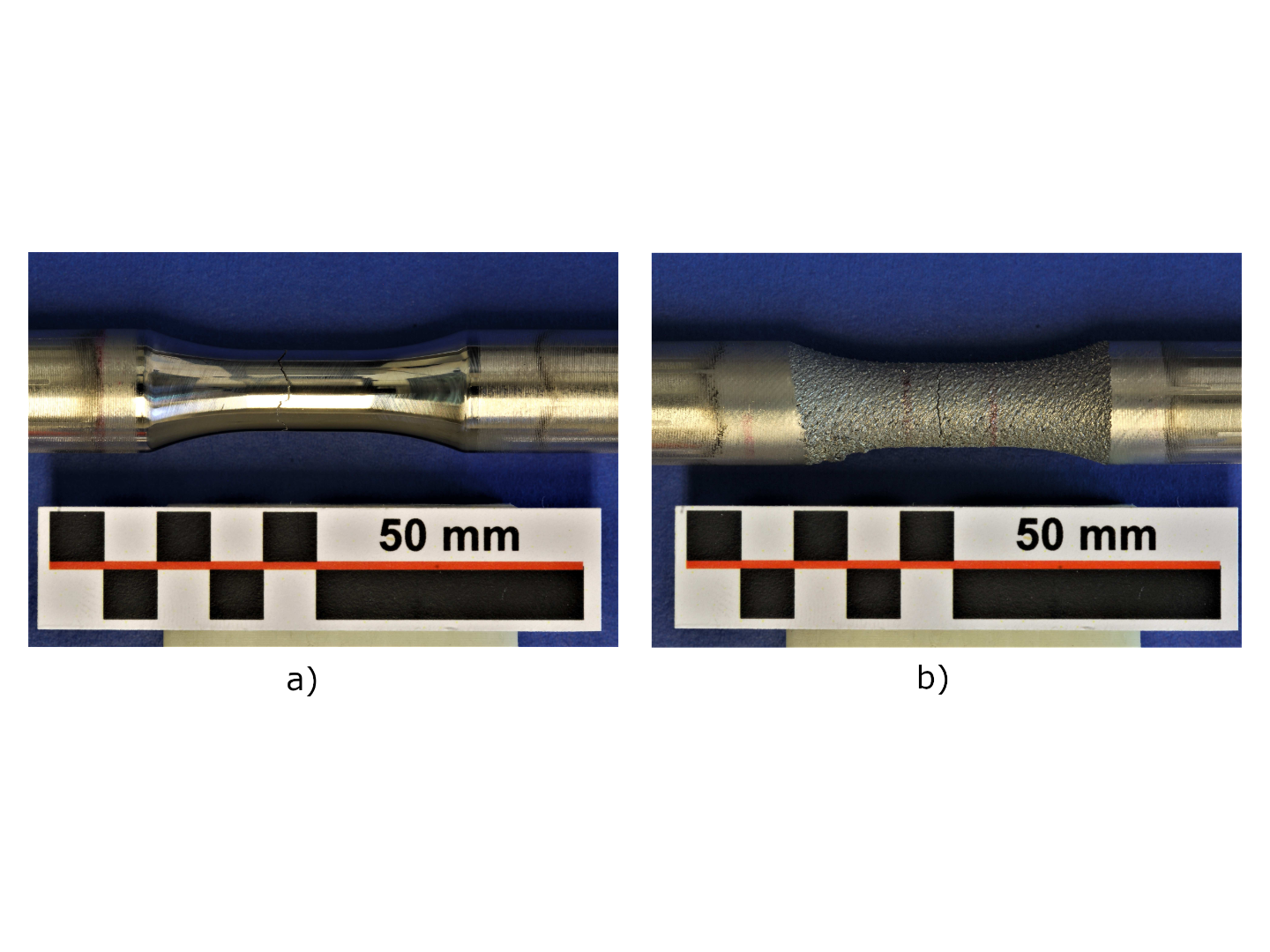
Figure 1: Fatigue samples manufactured with (a) a finished and (b) an unfinished surface.
Process-related micro and defect structure
The aluminum alloy AlSi10Mg is one of the existing standard materials for the selective laser melting (SLM) process. It is well known that the microstructure and defect structure of the additive manufacturing alloy are heavily determined by the laser and system parameters of the SLM. The microstructure can also be affected by a follow-up heat treatment. In the context of an internally funded Fraunhofer project, a total of 57 samples were produced for fatigue tests in the low-cycle range at room temperature. Samples with 0°, 45° and 90° build-up directions were manufactured and the surface roughness was also investigated on 45° samples. Figure 1 shows examples of samples with (a) a finished and (b) an unfinished surface.
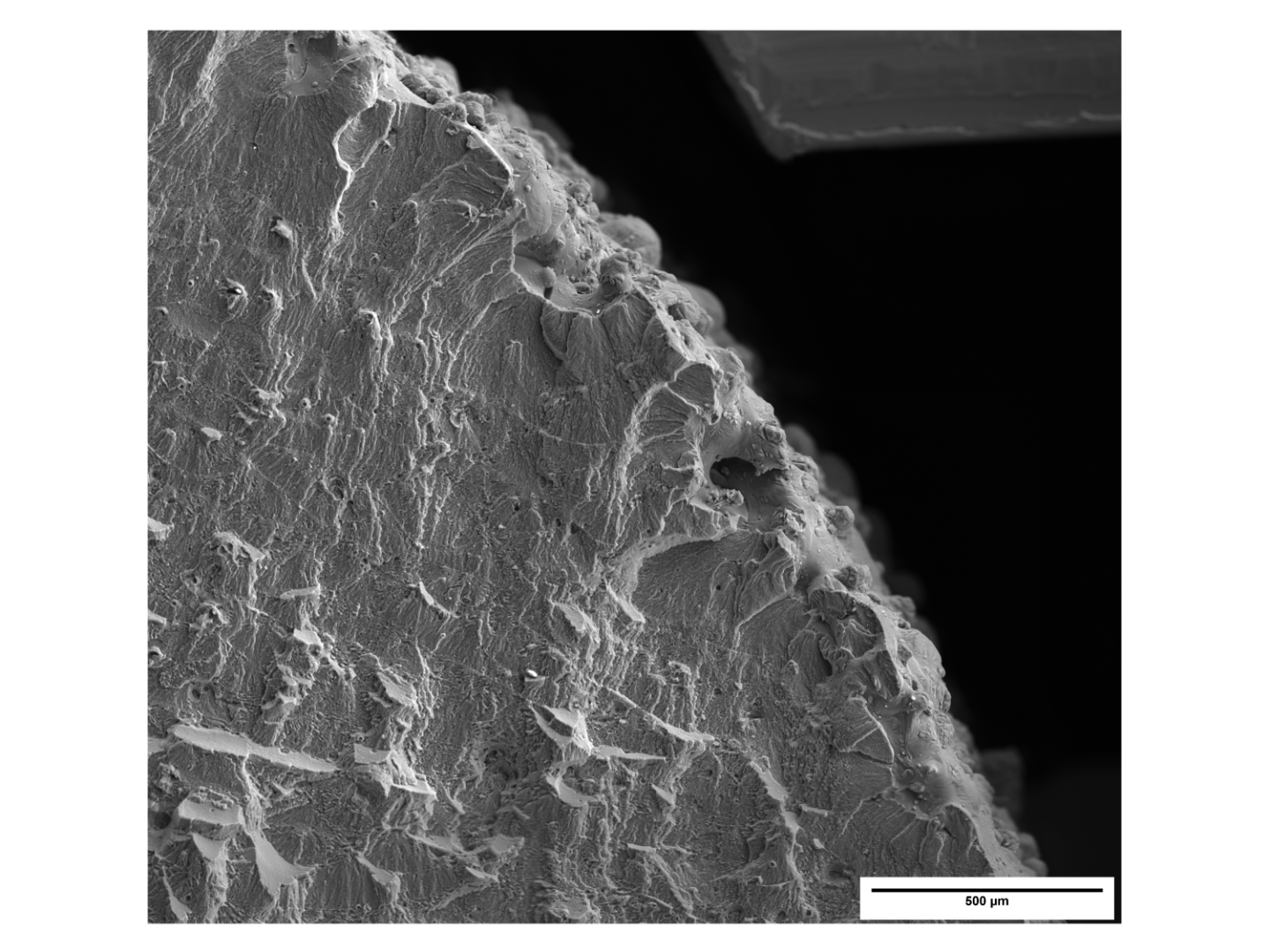
Figure 2: Defects that trigger fractures in the form of connection errors on the sample surface of an unfinished sample.
Through variations in individual process and heat treatment parameters, a total of five different material conditions were generated. All tests were carried out at room temperature at a total of three stress levels. Following the test, all the samples were examined fractographically under a scanning electron microscope. High resolution overview images were taken automatically for this purpose. This was followed by a manual analysis of the surface and position of the defect that triggers the fracture.
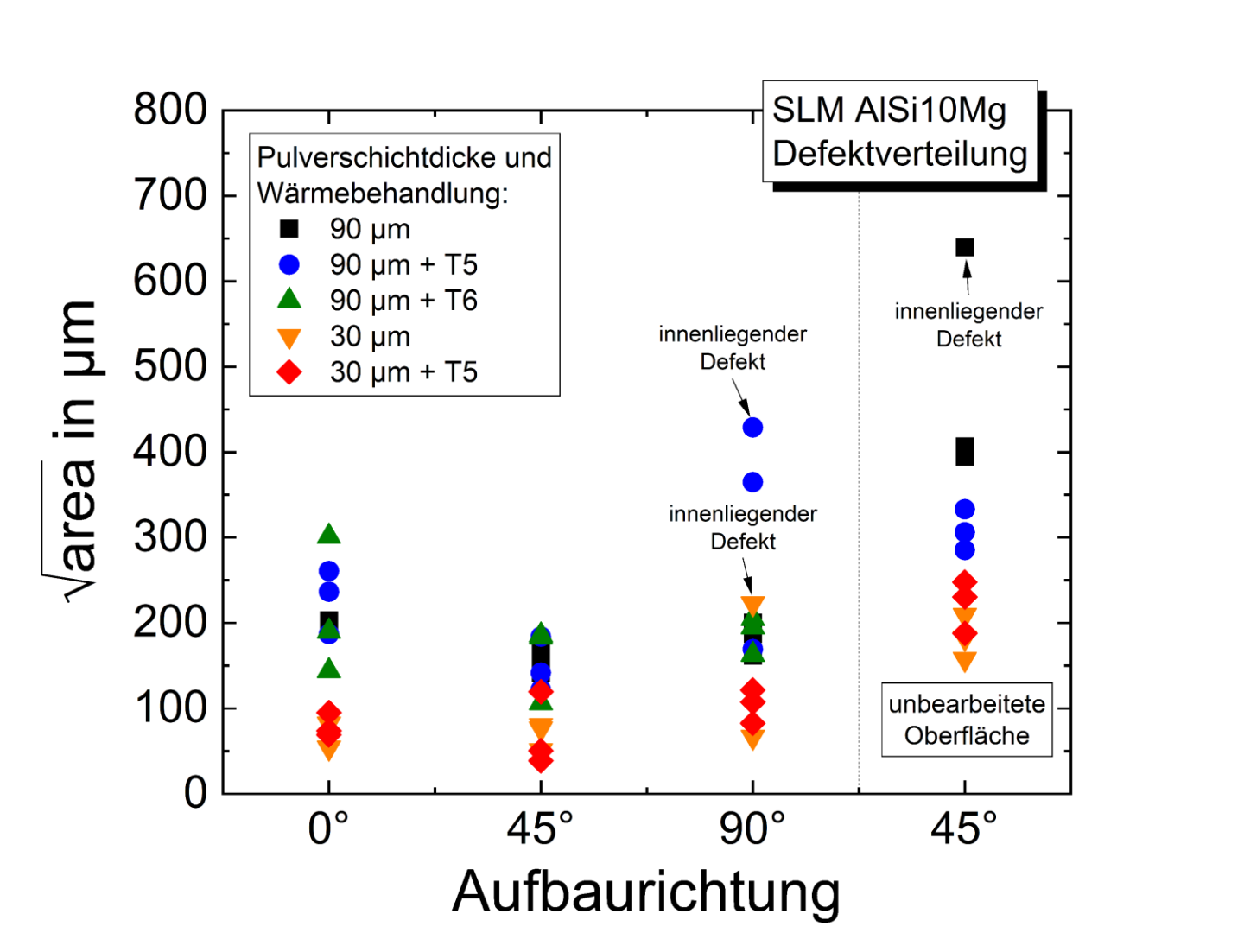
Figure 3: Process and orientation-related size distribution of the defects that trigger fractures.
In all cases, the critical defects were connection errors that were mainly close to the surface. Figure 2 shows an example of one of these defects in an unfinished sample surface. Figure 3 shows the evaluated defect size √(area), i.e. the root of the evaluated defect surface, in relation to condition and orientation.
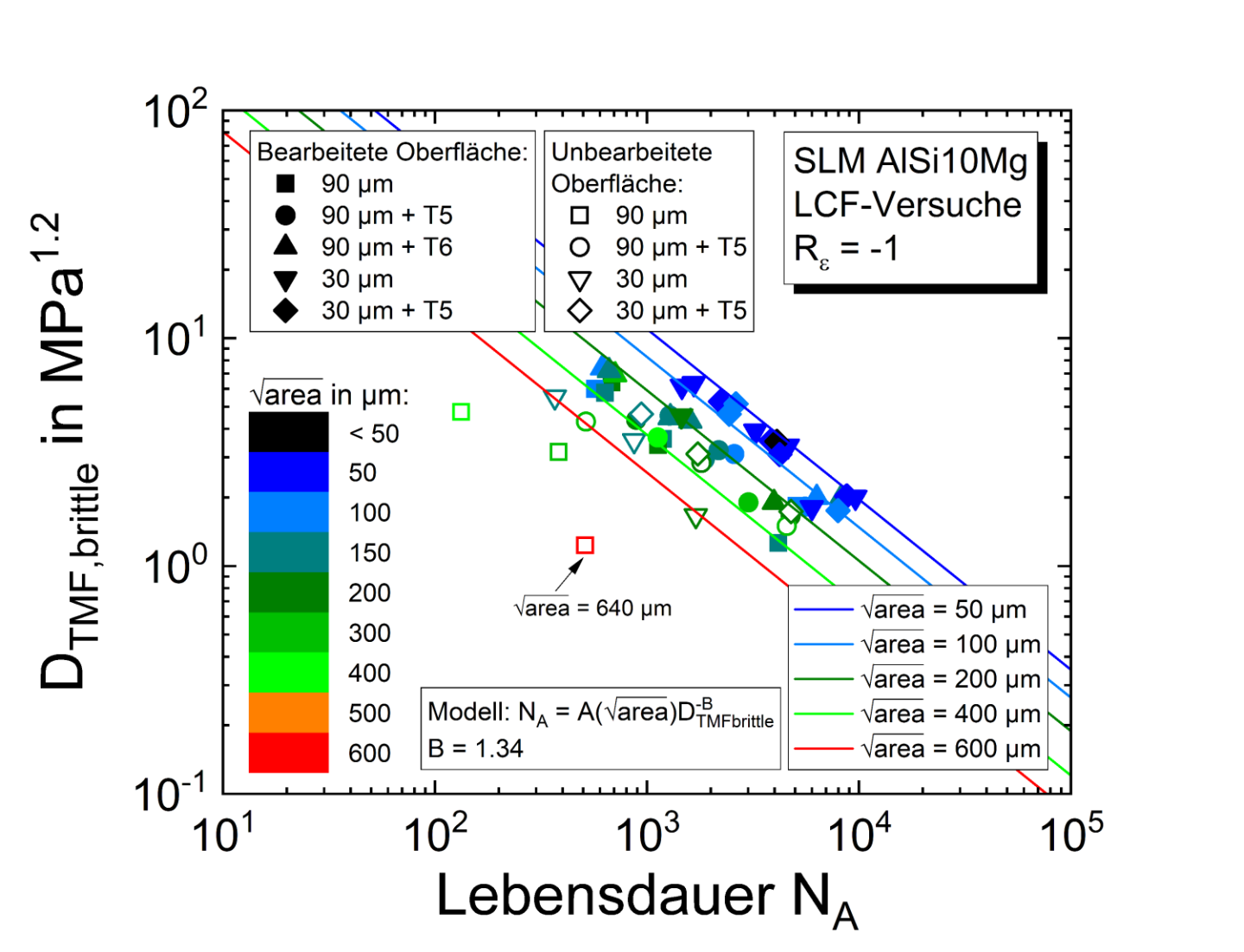
Figure 4: Experimentally observed and theoretically predicted relationship between damage parameter and lifetime according to defect size.
Defect-based lifetime evaluation
An existing lifetime model based on fracture mechanics for Al cast materials from the AiF project (IGF np. 18921 N) was then used to evaluate the defect-dependent lifetime. The DTMF, brittle damage parameter present in the model is applied in fig. 4 to the lifetime determined by experiment. The defect size triggering the fracture is highlighted in color for the individual sample. A clear trend is evident showing that the lifetime declines with increasing defect size. For unfinished surfaces (open symbols in fig. 4), the effect is even stronger in some cases. The effect of the initial defect size can be predicted on the basis of the fracture-mechanical lifetime concept, taking account of the position of the defect. The predicted lifetime curves are shown as continuous lines for defect sizes in the range of √(area) = 50 – 600 µm. The predicted trend corresponds extremely well quantitatively with the test results for finished surfaces. For unfinished surfaces, the prediction is still non-conservative in some cases. This is probably the result of significate multiple crack generation and the combination of short cracks, which is not yet considered explicitly in the current model.
Back to Assessment of Materials and Lifetime Concepts Highlights