 Fraunhofer-Institut für Werkstoffmechanik IWM
Fraunhofer-Institut für Werkstoffmechanik IWMFORSCHUNG KOMPAKT
Additive Fertigung – durchgängig simuliert
Die additive Herstellung von Werkzeugen mit pulverbettbasiertem Laserstrahlschmelzen »Laser Powder Bed Fusion« bietet zahlreiche Vorteile, sie ist wirtschaftlich, präzise und ermöglicht individuelle Lösungen. Doch ist es mitunter schwierig, die optimalen Prozessparameter, wie die Geschwindigkeit oder die Leistung des Lasers, zu bestimmen. Fraunhofer-Forschende simulieren erstmalig den Prozess auf der Mikrostrukturskala, um direkte Zusammenhänge zwischen Werkstückeigenschaften und gewählten Prozessparametern erkennen. Dafür kombinieren sie verschiedene Simulationsmethoden miteinander.

Die additive Fertigung bietet zahlreiche Vorteile – insbesondere lassen sich damit Material und Energie einsparen, auch sind komplexe Bauteilgeometrien und individualisierte Produkte möglich. Ein weit verbreitetes Verfahren, um Bauteile und Werkzeuge additiv herzustellen, ist das »Laser Powder Bed Fusion-Verfahren«, kurz LPBF: Es punktet mit kurzen Innovationszyklen und hoher Wirtschaftlichkeit. Das Prinzip: Ein bis zu 50 Mikrometer dickes Pulverbett wird punktgenau via Laser erhitzt. Das Pulver verflüssigt sich, schmilzt zusammen und erhärtet zu einer festen Struktur, sobald der Laser weiterwandert. Dort, wo der Laserstrahl nicht auf das Pulver trifft, bleibt die pulverförmige Konsistenz bestehen. Dieser Prozess wird zahlreiche Male wiederholt, auf diese Weise wächst das Bauteil Schicht für Schicht in die Höhe.
Wichtig ist, dass das fertige Bauteil eine Dichte von 100 Prozent, keine Poren aufweist und die jeweils neu aufgebrachte Schicht fest auf der unteren haftet. Dies gelingt über die Einstellung der Prozessparameter, etwa die Geschwindigkeit und die Leistung des Lasers. Besonders wichtig für die mechanischen Eigenschaften des Werkstücks ist die Mikrostruktur aus metallischen Körnern. Diese weisen bestimmte Orientierungen, Größen und Formen auf und haben großen Einfluss auf die mechanischen Eigenschaften, etwa das Elastizitätsmodul des Werkstoffs oder die Fließspannung – also die Belastung, ab welcher sich das Material plastisch verformt.
Die Frage ist: Wie steuert man den Prozess so, dass die entstehende Mikrostruktur den späteren Einsatzbedingungen des Bauteils genügt? Hinzu kommt: Bauteile und Werkstücke werden häufig aus verschiedenen metallischen Legierungen hergestellt: aus Stählen, Aluminiumlegierungen, Titanlegierungen in unterschiedlichen Zusammensetzungen und Mischungsverhältnissen. Jeder Legierungswerkstoff besitzt andere Eigenschaften und bildet andere Mikrostrukturen aus. Die optimalen Prozessparameter und Materialien zu finden und aufeinander abzustimmen, war bisher ein experimentelles und damit aufwändiges Unterfangen.
Simulation der gesamten Prozesskette
Forschende des Fraunhofer-Instituts für Werkstoffmechanik IWM beschreiten nun einen anderen Weg. »Da das Laser Powder Bed Fusion-Verfahren durch neue Materialien und Anforderungen immer komplexer wird, simulieren wir die gesamte Prozesskette«, erläutert Dr. Claas Bierwisch, Teamleiter am Fraunhofer IWM. »Auf diese Weise reduzieren wir nicht nur die Versuch-Irrtum-Schleifen, sondern können Variationen im Gesamtprozess schnell und effektiv bewerten und unerwünschte Effekte bei der Herstellung beseitigen.«
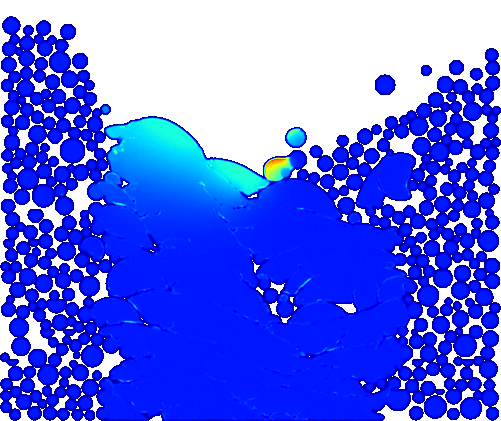
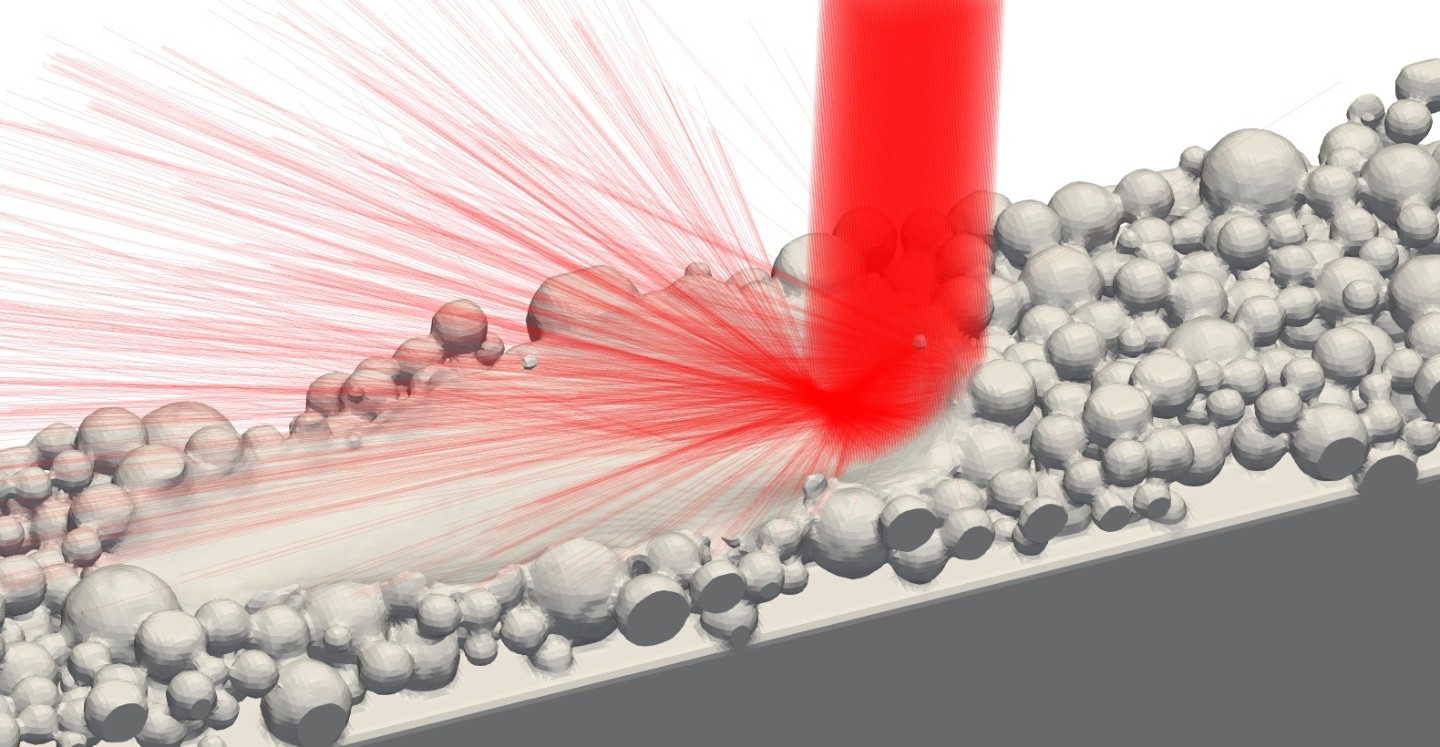
Das Besondere: Die Forschenden haben dazu verschiedene Simulationsmethoden aneinandergehängt. Mit der Diskrete-Elemente-Methode simulieren sie zunächst, wie die einzelnen Pulverpartikel mithilfe eines speziellen Werkzeugs, der Rakel, in den Bauraum eingebracht werden. Die darauffolgende »Smoothed Particle Hydrodynamics« simuliert das Aufschmelzen der Pulverpartikel – berechnet werden sowohl Laserinteraktion und Wärmetransport als auch die Oberflächenspannungen, die zum Fließen der Schmelze führen. Auch die Schwerkraft und der Rückstoßdruck, der entsteht, wenn das Material verdampft, gehen in die Berechnung mit ein.

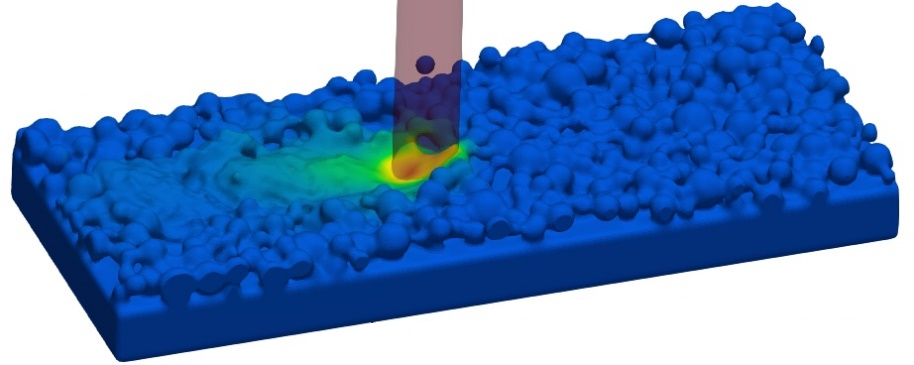
Für die Ausbildung der späteren Materialeigenschaften muss die Simulation auch die Mikrostruktur des Materials beschreiben. »Um diese Mikrostruktur zu analysieren, haben wir eine weitere Simulationsmethode angekoppelt, einen sogenannten zellulären Automaten. Dieser beschreibt, wie die metallischen Körner als Funktion vom Temperaturgradienten wachsen«, erläutert Bierwisch. Denn: Dort, wo der Laser auf das Pulver trifft, herrschen Temperaturen von bis zu 3000 Grad Celsius – einige Millimeter davon entfernt ist das Material jedoch schon wieder kühl. Auch bewegt sich der Laser zum Teil mit einer Geschwindigkeit von mehreren Metern pro Sekunde über das Pulverbett. Das Material wird daher äußerst schnell aufgeheizt, kühlt dann allerdings auch innerhalb von Millisekunden wieder ab. All dies beeinflusst, wie sich die Mikrostruktur bildet. Am Ende steht die Finite-Elemente-Simulation: Mit ihr berechnet das Forscherteam Zugversuche in unterschiedliche Richtungen an einem repräsentativen Ausschnitt des Materials, um zu erfahren, wie der Werkstoff auf diese Belastungen reagiert.
»Während man im Experiment lediglich das Endergebnis untersuchen kann, können wir in der Simulation live zuschauen, was passiert. Wir erstellen also eine Prozess-Struktur-Eigenschafts-Beziehung: Erhöhen wir beispielsweise die Laserleistung, ändert sich die Mikrostruktur, was wiederum die Fließspannung des Werkstoffs signifikant beeinflusst. Das hat eine gänzlich andere Qualität als das, was im Experiment möglich ist«, begeistert sich Bierwisch. »Man kann quasi detektivisch Zusammenhänge erkennen.«